Ceramic Metallization
- Brand Name
- 3X Ceramic Parts
- Material Type
- 95% alumina ceramic or 99% alumina ceramic
- MOQ
- 5 piece
- Specification
- customized
- Density
- 3.6~3.9g/cm3
- Surface finish
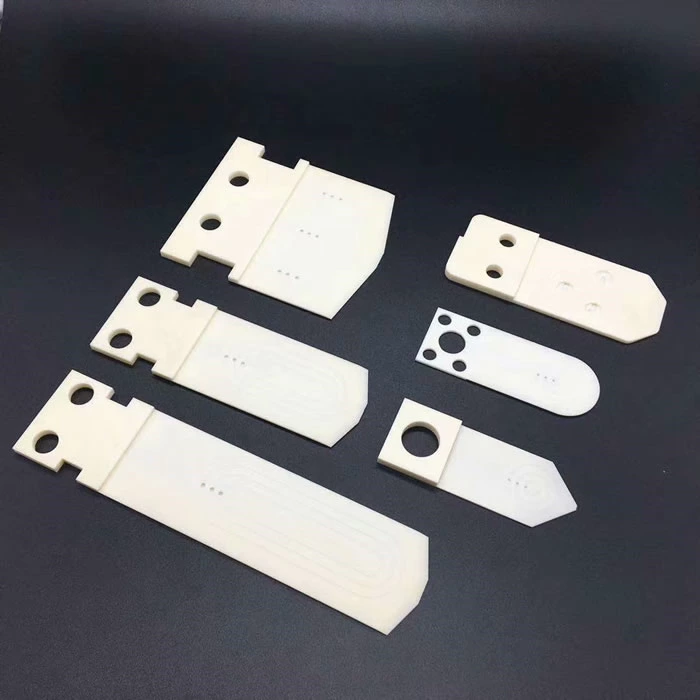
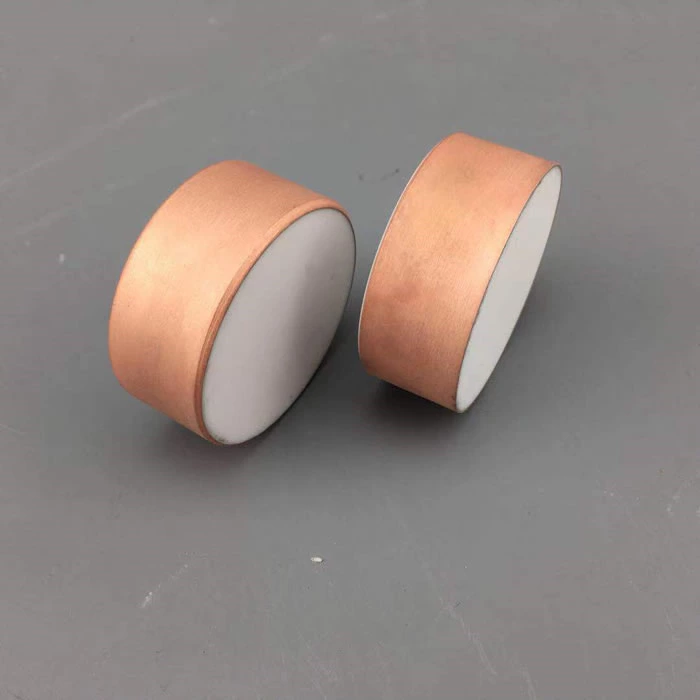
- Mo-Mn Metallization , or Copper Metallization , others
- Application
- Metallization for Brazing or other
- Main Property
- with good strength











Ceramic Metallization description :
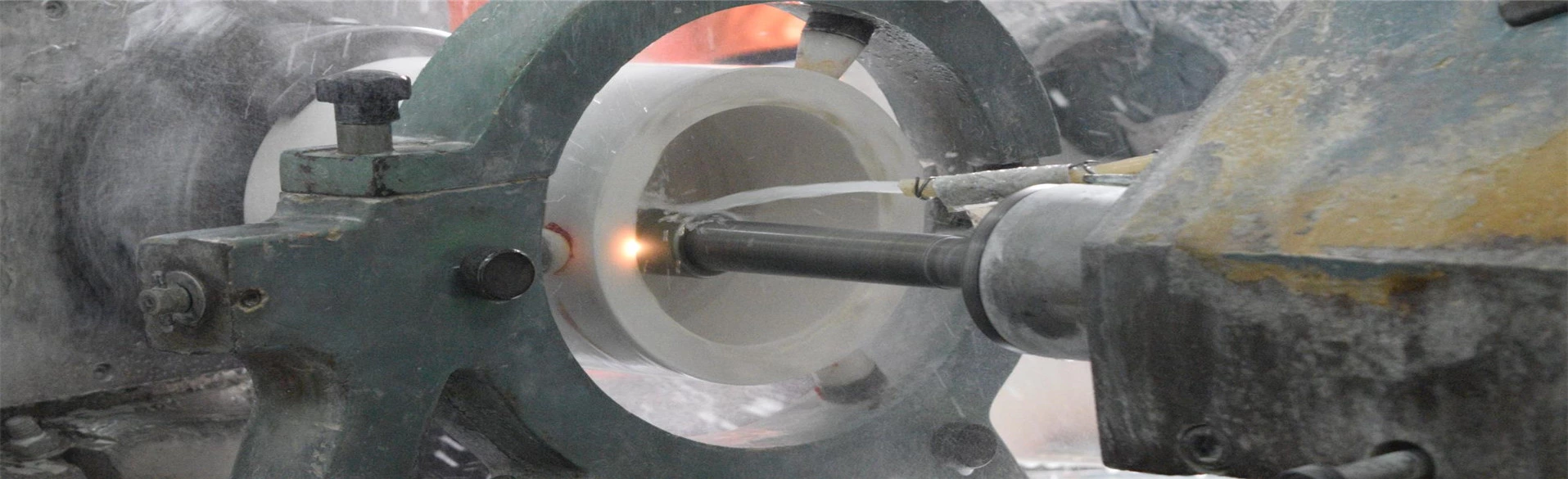
The realization of metal-ceramic structure depends first on the gas-tight connection between metal materials and ceramics, which is called sealing. Cermet sealing is developed on the basis of metal brazing technology, but unlike metal and metal brazing, solder can not infiltrate the ceramic surface, so it can not directly connect ceramics with metal.
In order to solve the problem of infiltration between solders and ceramics, after years of practical research, two methods have been summarized: ceramic metallization method and active metal method. The former is to coat the ceramic surface with a metal layer which is firmly bonded with the ceramic, while the latter is to coat the ceramic surface with a metal layer which is chemically active. The active metal layer can make the solder and the ceramic infiltrate.
Ceramic to metal Sealing method:
At present, there are two mature methods for sealing ceramics and metals: refractory metal method and active metal method.
Refractory Metal Method: The paddle made of platinum, tungsten or rhenium metal powder and binder is coated on the surface of talc porcelain or a small amount of iron or manganese is added to the powder to improve its bonding performance. It is sintered in hydrogen and nitrogen atmosphere and then welded with metal. Aluminum-manganese method is commonly used.
Active metal method: The paste made of iron powder or hydride powder, with binder, is applied to the welded parts of ceramics and metals. The solder (pure silver, silver-copper solder or low-temperature solder such as lead, tin and indium) is directly added to the metal parts without sintering, and then it is fired in vacuum at one time.
The two methods mentioned above have their own advantages and disadvantages. The former has many process procedures, but it is easy to control and easy to mass production. The latter process is simple, but not easy to control.
Good ceramics and metal seals, the seals should meet the following requirements:
1. It has good vacuum tightness and should not be lost at high temperature.
2. Certain mechanical strength;
3. The electrical and mechanical properties should remain unchanged when the temperature is higher than the working temperature for a long time.
4. Able to withstand drastic temperature changes;
5. The process is simple and suitable for batch production.
6.The tolerance of seal size should be very small.
Ceramic metallization enables the joining of ceramics to other ceramics or metals via eutectic or pure metal alloy brazing processes. Ever since the advent of ceramic-to-metal brazing , the brazing industry has relied primarily on hand application for the refractory metallization pastes needed to create the braze seal. For a complex joint, skilled technicians (artists, really) painstakingly apply the paste using a variety of methods, typically a paint brush, pen or spray. Operators will often spend several minutes on individual parts to ensure that the applied paint meets all the dimensional, positional and thickness requirements needed for a hermetic joint.
For complex parts in quantities of up to 50-100, hand painting by skilled operators is an efficient process. For high-volume, simple parts, where automation could provide multiple benefits, hand painting is still the norm in our industry. Although semi-automation tools such as rotating fixtures are often used to process parts more quickly, each operator has their own application technique, which leads to high part-to-part variability in film thickness, quality, uniformity, and application time. Ideally, a single coat is applied; however, the paint must be free of voids and pinholes so that the subsequent Ni plating required for brazing is uniform and light tight. This may require two coats due to the inconsistent nature of hand application.
In order to ensure that the right amount of paint has been applied, parts are often weighed after painting, resulting in even longer processing times for reworking to either remove or add paint. Even with semi-automated fixtures, parts are still handled individually. The monotonous nature of repeatedly painting the same part requires that operators take frequent breaks to prevent repetitive stress injuries and boredom.